
در صنعت متالورژی روش های متنوعی برای تغییر شکل فلزات وجود دارد که شامل فرآیند های شکل دهی مختلف می شود. در این مطلب با موضوع اصول فرآیند نورد در خدمت شما خواهیم بود.
آشنایی با اصول فرآیند نورد در کنار روش هایی مثل کشش و برون رانی (اکستروژن) به تولید محصولات اکستروژن و قطعات آهنگری (فورجینگ) کمک شایانی می کند.
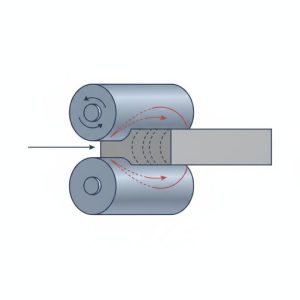
فرآیند نورد با تمرکز بر منطقه تغییر شکل انجام می شود که در آن غلتک ها با اعمال فشار باعث کاهش ضخامت قطعه کار می شوند.
دستگاه های نورد با توجه به نیاز صنایع مختلف طراحی شده اند و تقسیم بندی نورد ها معمولا بر اساس تعداد و آرایش غلتک ها در بدنه دستگاه صورت می گیرد.
نوع فایل: پاورپوینت – 64 اسلاید
فهرست مطالب:
- فرآیندهای شکل دهی
- کشش
- اکستروژن
- محصولات اکستروژن
- فورجینگ
- فرآیند نورد
- منطقه تغییر شکل
- دستگاههای نورد
- تقسیم بندی نوردها
- متداولترین دستگاههای نورد
- فرآیند نورد ثانویه
- جنس غلتکها
- نام گذاری دستگاه نورد
- تقسیم بندی فرآیند نورد
- تعیین نیروی لازم برای نورد
- نورد سرد (فرمول)
- نورد گرم (فرمول)
- محاسبه گشتاور و توان غلتک
- شرط کشیده شدن قطعه بین دو غلتک
- حداکثر کاهش ضخامت
- خمش غلتکها و راههای مقابله با آن
- عوامل موثر در میزان انحنا
- نورد پروفیل (نورد کالیبر)
- روشهای نورد پروفیل
- روش عبور از کالیبرهای مختلف
- نورد مفتول
- تراش لیزری
- نورد لوله
- لوله های بدون درز (سوراخکاری)
- روشهای تولید لوله
- روش بیلگر
- نورد با سنبه ثابت
- نورد با سنبه متحرک
- نورد به منظور تصحیح ابعاد
- نورد مایل یا اریبی
- فرآیند نورد ترمودینامیکی
- نورد کنترل شده با تبلور مجدد
- مزایا (نورد کنترل شده)
- معایب (نورد کنترل شده)
- مقایسه نورد معمولی و نورد ترمودینامیکی
قیمت: 55/500 تومان
متداول ترین دستگاه های نورد شامل انواع دو غلتکی و چهار غلتکی هستند که هر کدام برای کاربرد خاصی در خطوط تولید استفاده می شوند.
مطالب مرتبط
- دانلود ppt پاورپوینت فرآیند هیدرومتالورژی در 51 اسلاید
- دانلود ppt پاورپوینت فرآیندهای پیشرفته جوشکاری در 213 اسلاید
در مراحل بعدی تولید از فرآیند نورد ثانویه استفاده می شود تا دقت ابعادی و کیفیت سطحی قطعات به استاندارد مورد نظر برسد. نورد سرد (Cold Rolling) یکی از روش های پرکاربرد برای تولید ورق های نازک با استحکام بالا است که در دمای محیط انجام می گیرد.
انتخاب جنس غلتک ها در این مرحله بسیار مهم است زیرا باید در برابر سایش و فشارهای ناشی از تغییر شکل سرد مقاومت کافی داشته باشند. نام گذاری دستگاه نورد معمولا بر اساس ساختار مکانیکی و ظرفیت تولید آن ها انجام می شود تا در محیط های صنعتی به راحتی شناسایی گردند.
تقسیم بندی فرآیند نورد به دو دسته اصلی گرم و سرد باعث می شود تا بر اساس نیاز متالورژیکی قطعه روش مناسب انتخاب شود. تعیین نیروی لازم برای نورد یکی از مراحل اصلی در طراحی ماشین آلات است که با استفاده از روابط ریاضی دقیق محاسبه می گردد.
رعایت اصول فرآیند نورد در محاسبات مربوط به نورد سرد (فرمول) و نورد گرم (فرمول) باعث جلوگیری از آسیب به تجهیزات و بهینه سازی مصرف انرژی می شود. محاسبه گشتاور و توان غلتک برای انتخاب موتور های محرک و گیربکس های مناسب در سیستم های انتقال قدرت ضروری است.
این محاسبات تضمین می کنند که دستگاه قدرت کافی برای غلبه بر مقاومت تغییر شکل فلز در حین عبور از بین غلتک ها را داشته باشد. شرط کشیده شدن قطعه بین دو غلتک بستگی مستقیم به ضریب اصطکاک و زاویه تماس بین فلز و ابزار نورد دارد.
تعیین حداکثر کاهش ضخامت در هر پاس نورد از محدودیت های فنی است که باید برای جلوگیری از پارگی یا ایجاد عیوب در قطعه رعایت شود. خمش غلتک ها و راه های مقابله با آن از چالش های مهندسی در تولید ورق های پهن و با دقت بالا محسوب می شود.
عوامل موثر در میزان انحنا شامل فشار نورد و طول غلتک ها هستند که با استفاده از روش هایی مانند تاج گذاری یا غلتک های پشتیبان کنترل می شوند. نورد پروفیل که به آن نورد کالیبر نیز گفته می شود برای تولید مقاطعی با اشکال هندسی پیچیده مانند تیرآهن و نبشی به کار می رود.
روش های نورد پروفیل شامل استفاده از غلتک های شیاردار است که به تدریج شکل نهایی را به شمش اولیه می دهند. روش عبور از کالیبر های مختلف به صورت مرحله ای باعث می شود که تنش های پسماند در قطعه کاهش یافته و کیفیت ساختاری آن بهبود یابد.
نورد مفتول نیز یکی از زیرشاخه های این بخش است که برای تولید سیم ها و میله های نازک در مقیاس صنعتی استفاده می شود. تراش لیزری گاهی در مراحل تکمیلی برای آماده سازی لبه ها یا ایجاد برش های دقیق در محصولات حاصل از نورد به کار گرفته می شود.
در نورد لوله تمرکز اصلی بر تولید استوانه های توخالی با استفاده از تجهیزات پیشرفته است تا اصول فرآیند نورد در ساخت مقاطع مدور به درستی اجرا گردد. لوله های بدون درز (سوراخکاری) از طریق فرآیند های نورد گرم تولید می شوند که در آن ها هیچ خط جوشی در بدنه لوله وجود ندارد.
روش های تولید لوله بسیار متنوع هستند و انتخاب هر کدام بستگی به قطر نهایی و ضخامت دیواره مورد نیاز مشتری دارد. روش بیلگر یکی از تکنیک های تخصصی برای کاهش قطر و ضخامت لوله های فلزی در وضعیت سرد یا گرم است.
نورد با سنبه ثابت به اپراتور اجازه می دهد تا قطر داخلی لوله را با دقت بالایی کنترل کرده و از یکنواختی محصول اطمینان حاصل کند. نورد با سنبه متحرک سرعت تولید را افزایش داده و اصطکاک داخلی بین سنبه و قطعه کار را در حین فرآیند کاهش می دهد.
نورد به منظور تصحیح ابعاد در انتهای خط تولید انجام می شود تا خطاهای احتمالی در اندازه های نهایی لوله یا ورق برطرف گردد. نورد مایل یا اریبی تکنیکی است که در آن محور غلتک ها نسبت به مسیر حرکت قطعه دارای زاویه مشخصی است.
این روش به طور معمول برای تولید لوله های بدون درز و ایجاد سوراخ اولیه در بیلت های فلزی مورد استفاده قرار می گیرد. فرآیند نورد ترمودینامیکی با ترکیب عملیات حرارتی و تغییر شکل مکانیکی باعث بهبود خواص مکانیکی فلز در حین تولید می شود.
در این روش کنترل دقیق دما و نرخ کرنش بر اساس اصول فرآیند نورد منجر به دستیابی به ساختار های متالورژیکی بسیار ریزدانه می گردد. نورد کنترل شده با تبلور مجدد به منظور دستیابی به تعادلی بین استحکام و چقرمگی در فولاد های آلیاژی انجام می شود.
این تکنیک باعث می شود که دانه بندی فلز در حین تغییر شکل به طور مداوم نوسازی شده و از ایجاد ترک های میکروسکوپی جلوگیری شود. مزایا (نورد کنترل شده) شامل کاهش نیاز به عملیات حرارتی ثانویه و افزایش بهره وری در خطوط تولید قطعات صنعتی است.
از سوی دیگر معایب (نورد کنترل شده) می تواند شامل پیچیدگی در تنظیم دقیق پارامتر های دستگاه و نیاز به سیستم های خنک کننده پیشرفته باشد. مقایسه نورد معمولی و نورد ترمودینامیکی نشان می دهد که روش های پیشرفته باعث تولید محصولاتی با کیفیت بالاتر و هزینه های جانبی کمتر می شوند.
در نهایت درک صحیح از اصول فرآیند نورد به تولید کنندگان اجازه می دهد تا با انتخاب بهترین استراتژی تولید رقابت پذیری خود را در بازار ها حفظ کنند.