
بازرسی رادیوگرافی به عنوان یکی از روش های کلیدی در حوزه آزمایش های غیر مخرب شناخته می شود که برای بررسی سلامت داخلی قطعات به کار می رود. این تکنیک تخصصی با استفاده از پرتو های نفوذ کننده می تواند کوچک ترین ناپیوستگی ها را در ساختار های پیچیده صنعتی نمایان سازد.
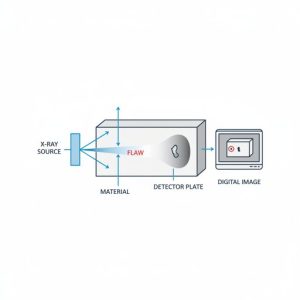
اصول کار در این روش بر مبنای تابش پرتو به قطعه و ثبت میزان عبور آن از بخش های مختلف ماده استوار است. تغییرات در چگالی یا ضخامت قطعه باعث می شود تا مقدار متفاوتی از انرژی توسط فیلم یا آشکار ساز جذب گردد.
در معرفی روش رادیوگرافی باید گفت که این فرآیند شباهت زیادی به تصویر برداری پزشکی دارد اما در مقیاس صنعتی انجام می شود. دقت بالای این متد در تشخیص عیوب زیر سطحی باعث شده تا در صنایع استراتژیک جایگاه ویژه ای داشته باشد.
مقدار اشعه ای که از جوش عبور می کند به عواملی مثل نوع متریال و ضخامت فلز بستگی دارد که تعیین کننده جذب انرژی هستند. هر چه بافت فلز منسجم تر و ضخیم تر باشد پرتو های کمتری می توانند از آن عبور کرده و به سطح آشکار ساز برسند.
نوع فایل: پاورپوینت – 57 اسلاید
فهرست مطالب:
- تعریف RT
- اصول
- اصول رادیو گرافی
- معرفی روش
- مقدار اشعه عبوری از جوش بستگی دارد به
- عناصر اصلی در آزمون رادیوگرافی عبارتند از
- مزیت های این روش
- محدودیتهای این روش
- منابع اشعه X
- منابع اشعه Y
- خواص اشعه X و Y
- مزیتهای اشعه Y به اشعه X
- تجهیزات رادیوگرافی صنعتی
- دزیمتر و رادیومترها
- ویوور تفسیر فیلمهای رادیوگرافی صنعتی
- مشاهده و تفسیر عکسهای رادیوگرافی
- فیلم رادیوگرافی
- انواع روش های پرتونگاری
- روش یک دیواره و یک تصویر
- فیلم خارج از لوله و منبع اشعه خارج از لوله
- مراحل ظهور فیلم
- برخی موارد تست
- خطر تابش امواج رادیواکتیو
- بررسی عیوب به کمک تصاویر رادیوگرافی
- عیوب جوشکاری
- نتیجه گیری
- مراجع
قیمت: 55/500 تومان
عناصر اصلی در آزمون رادیوگرافی شامل منبع تولید پرتو و قطعه مورد آزمایش و صفحه حساس تصویر برداری یا فیلم می باشد. هماهنگی دقیق بین این اجزا در بازرسی رادیوگرافی موجب می شود تا تصویری با تضاد نوری بالا و جزئیات دقیق به دست آید.
مطالب مرتبط
- دانلود ppt پاورپوینت آزمون های کنترل کیفی دستگاه های رادیوگرافی دیجیتال در 121 اسلاید
- دانلود ppt پاورپوینت رادیوگرافی صنعتی در 116 اسلاید
از جمله مزیت های این روش می توان به توانایی ثبت تصویری دائمی از وضعیت داخلی قطعه و قابلیت استفاده برای انواع مواد اشاره کرد. همچنین این متد امکان بازبینی مجدد نتایج را در زمان های آینده برای تیم های مهندسی و بازرسان فنی فراهم می کند.
محدودیت های این روش شامل خطرات ناشی از تابش برای انسان و نیاز به تخلیه کامل محیط اطراف در زمان انجام عملیات است. علاوه بر این هزینه های مربوط به خرید فیلم و نگهداری تجهیزات در مقایسه با سایر روش های تست ممکن است بالاتر باشد.
منابع اشعه ایکس (X-ray) معمولا از دستگاه های مولد الکتریکی به دست می آیند که اجازه کنترل دقیق نفوذ پرتو را به بازرس می دهند. این دستگاه ها در محیط های کارگاهی که دسترسی به برق پایدار وجود دارد برای بررسی قطعات با ضخامت های متنوع به کار می روند.
منابع اشعه گاما (Gamma Ray) از رادیوایزوتوپ های فعال ساخته می شوند که به صورت خود به خود انرژی از خود ساطع می کنند. این منابع به دلیل عدم نیاز به منبع تغذیه خارجی برای پروژه های خطوط لوله در مناطق دور افتاده و عملیات های صحرایی بسیار مناسب هستند.
خواص فیزیکی اشعه ایکس و گاما شامل توانایی یونیزاسیون و حرکت با سرعت بسیار زیاد در محیط های مختلف است. این پرتو ها می توانند از لایه های ضخیم فولاد عبور کرده و تغییرات ساختاری را به شکل سایه های روشن و تیره روی فیلم نشان دهند.
مزیت های اشعه گاما به اشعه ایکس در اندازه کوچک تر تجهیزات و سهولت در جابجایی آن ها در فضاهای تنگ خلاصه می شود. همین ویژگی باعث شده تا بازرسی رادیوگرافی در سایت های ساختمانی و مخازن بزرگ بیشتر با استفاده از چشمه های گاما انجام پذیرد.
تجهیزات رادیوگرافی صنعتی شامل دوربین های مخصوص حمل چشمه و لوله های هدایت کننده پرتو و سایر متعلقات ایمنی مربوطه است. نگهداری صحیح از این تجهیزات برای جلوگیری از نشت احتمالی اشعه و حفظ سلامت تیم اجرایی و افراد محیط اهمیت بسیار زیادی دارد.
دزیمتر ها و رادیومتر ها وسایلی هستند که برای اندازه گیری دز لحظه ای و انباشته شده پرتو در محیط های پرتونگاری استفاده می شوند. این ابزار ها به عنوان نگهبانان سلامت از قرار گرفتن بیش از حد کارکنان در معرض تابش های رادیواکتیو جلوگیری می نمایند.
ویوور (Viewer) یا دستگاه مشاهده گر فیلم های رادیوگرافی صنعتی نوری بسیار قوی و یکنواخت را برای بررسی دقیق تصاویر فراهم می کند. بدون استفاده از این دستگاه با شدت نور استاندارد تشخیص عیوب بسیار ظریف توسط بازرس و مفسر فیلم غیر ممکن خواهد بود.
مشاهده و تفسیر عکس های رادیوگرافی مرحله نهایی و حساس ترین بخش کار است که توسط متخصصین با تجربه انجام می شود. در این مرحله هر گونه لکه یا سایه روی فیلم با دقت تحلیل شده تا نوع و اندازه دقیق عیب های احتمالی جوش مشخص گردد.
فیلم رادیوگرافی دارای لایه های حساس است که در اثر برخورد پرتو ها دچار تغییرات فیزیکی و شیمیایی پایداری می شود. انتخاب کلاس فیلم مناسب تاثیر مستقیمی بر وضوح تصویر در بازرسی رادیوگرافی و دقت در شناسایی ترک های مویی ایفا می کند.
انواع روش های پرتونگاری بر اساس هندسه قطعه و میزان دسترسی به سطوح داخلی و خارجی آن در پروژه های مختلف انتخاب می گردند. روش یک دیواره و یک تصویر (Single Wall Single Image) زمانی به کار می رود که دسترسی به بخش های داخلی قطعه میسر باشد.
تکنیک فیلم خارج از لوله و منبع اشعه خارج از لوله معمولا برای لوله های با قطر کم یا عدم دسترسی به داخل لوله اجرا می شود. مراحل ظهور فیلم شامل فرآیند های شیمیایی دقیقی در تاریک خانه است که تصویر پنهان را به تصویری دائمی و قابل رویت تبدیل می کند.
خطر تابش امواج رادیواکتیو همواره وجود دارد و به همین دلیل در بازرسی رادیوگرافی از دیوارهای بتنی یا حفاظ های سربی استفاده می شود. رعایت دقیق قوانین حفاظت در برابر اشعه و تعیین محدوده های خطر می تواند آسیب های بیولوژیکی را به حداقل ممکن برساند.
بررسی عیوب به کمک تصاویر رادیوگرافی منجر به شناسایی مشکلاتی مانند ذوب ناقص و تخلخل و انواع سرباره های باقی مانده در جوش می شود. با مطالعه مراجع و استانداردهای پذیرش می توان سلامت نهایی جوشکاری را تایید کرد و از بروز حوادث ناگوار در سازه ها جلوگیری نمود.